|
Brian's Guitar from Conception to Birth
or How to Build a Guitar in 62 Easy Steps! |
|
Hardware & Assembly |
|
33
Drill for the Body Hardware |
It is very important to double-check all of your hardware hole
spacings on your body template. There is no way to neatly fix a
misplaced hole. I noticed that my bridge hole spacing was a few
millimeters off, enough so that it would not fit. It is easy to make
any adjustments before you start drilling.
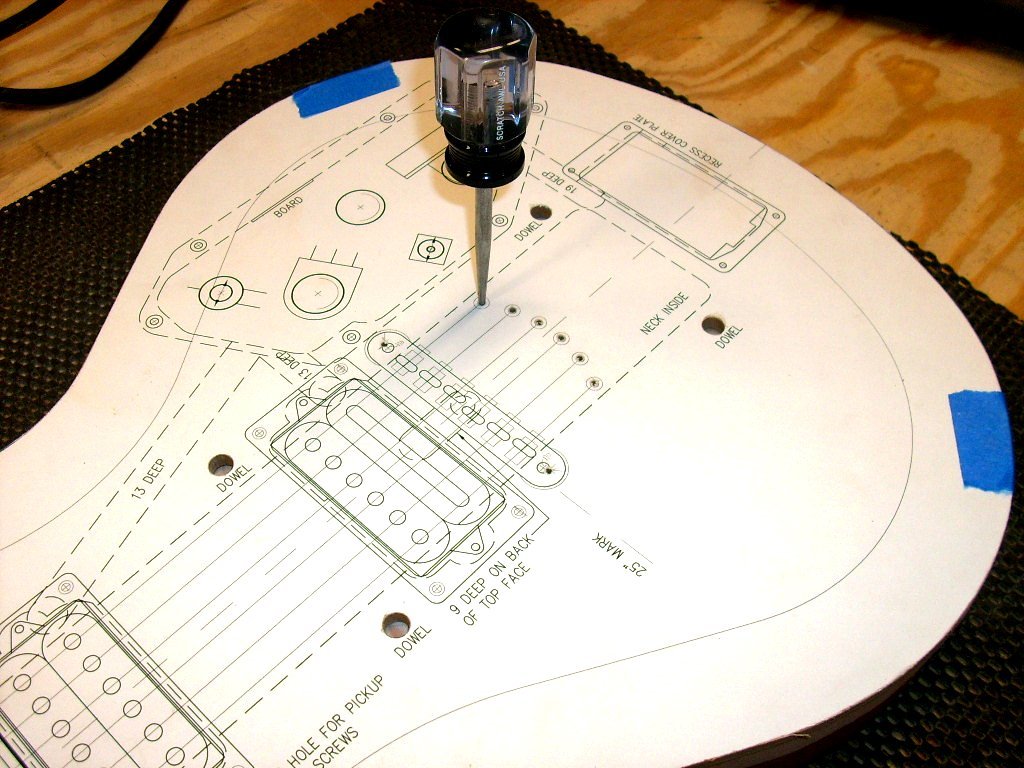
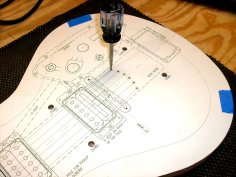  Carefully
mark the centers of the bridge posts and string ferrules on the body
template. Drill small pilot holes through the template making sure
you hit the centers dead on. Brad point bits are ideal for hitting
the marks since they have a brad on the point. Tape the template to
the front body panel and transfer the marks with an awl and a gentle
tap with a hammer. Carefully
mark the centers of the bridge posts and string ferrules on the body
template. Drill small pilot holes through the template making sure
you hit the centers dead on. Brad point bits are ideal for hitting
the marks since they have a brad on the point. Tape the template to
the front body panel and transfer the marks with an awl and a gentle
tap with a hammer.
|
  Verify
the hole size for the bridge posts. Drill a test hole in a piece of
scrap of the same wood as the top. You want a tight fit without
having to force the posts in with a hammer. They should slide in
with finger pressure. Set the depth on a drill press for a hole
about 2mm deeper than what the posts measure. This will make sure
you don’t bottom out. Carefully line up the drill bit to the mark
and drill the hole. Verify
the hole size for the bridge posts. Drill a test hole in a piece of
scrap of the same wood as the top. You want a tight fit without
having to force the posts in with a hammer. They should slide in
with finger pressure. Set the depth on a drill press for a hole
about 2mm deeper than what the posts measure. This will make sure
you don’t bottom out. Carefully line up the drill bit to the mark
and drill the hole.
|
 |
 |
 |
Verify the hole sizes for the front and back string ferrule
hardware. There’s two drill bits shown for the back hardware. We
chose to take it one step further and recess the outer flange so
that the back was completely smooth and flush. You know those things
are sharp and you could lacerate your pecker if you’re not careful.
Put a piece of masking tape on the back to control any blowout.
Since our neck penetrates the guitar past the point where the
strings will go through the body, we made sure to dry fit the neck
in place while drilling these holes. We’ll probably get a little
glue ooze inside the holes when we get to the assembly stage, but
that will be easy to clean up. We plan on carving and contouring the
top of the guitar later on, so it will be easier to drill on the
back of the guitar while the front is still flat. Carefully line up
the drill bit to the mark and drill the hole all the way through.
|
  Drill
for the flange recess first. Don’t simply line up the center of the
drill bit with the hole you just drilled. The thinner drill bit used
previously may have deflected slightly when you drilled. Check the
hole locations and make any necessary adjustments to the centering.
Set the depth stop on the drill press to be a little less than what
the flange is and drill for the recess. Check the depth by flipping
the string ferrule hardware upside down and test fitting it. Adjust
the depth stop and redrill until the flange is recessed just below
the surface. Now that the depth is set, continue drilling the other
five recesses remembering to make adjustments to the hole centers.
Chuck up the bit for the body of the back string ferrule hardware
and repeat the steps to seat them properly. Drill
for the flange recess first. Don’t simply line up the center of the
drill bit with the hole you just drilled. The thinner drill bit used
previously may have deflected slightly when you drilled. Check the
hole locations and make any necessary adjustments to the centering.
Set the depth stop on the drill press to be a little less than what
the flange is and drill for the recess. Check the depth by flipping
the string ferrule hardware upside down and test fitting it. Adjust
the depth stop and redrill until the flange is recessed just below
the surface. Now that the depth is set, continue drilling the other
five recesses remembering to make adjustments to the hole centers.
Chuck up the bit for the body of the back string ferrule hardware
and repeat the steps to seat them properly.
|
 |
 |
 |
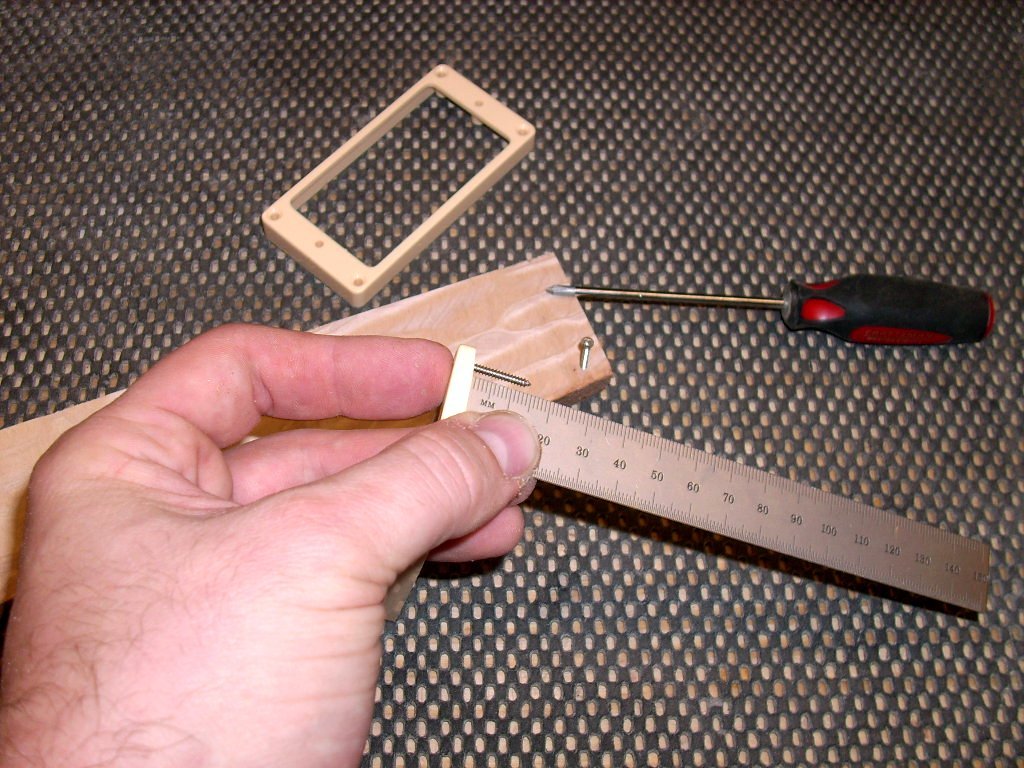
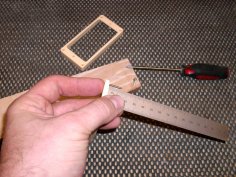
For the pickup bezel mounting screws, find the right size drill bit
by drilling in some scrap of the same wood as the top and test it.
The screws should go in easily by hand and not pull out. Carefully
locate the pickup bezels over their respective cavities. Our bezels
were angled and had different thicknesses so we made sure to get
them oriented properly. Mark the hole centers with an awl. Check the
depth of the mounting screws and set the drill press stop about 2mm
deeper than the worst case hole. In our case it was the thinnest
bezel. Line up your bit and drill all the holes.
|
 |
 |
 |
Even though our pickups would fit nicely into the routed area of the
carved top, we still needed to add a little depth for the adjustment
screws on each side of the pickup so everything would fit. A 5/8"
diameter recess would work for our pickups. When the pickup assembly
is dropped in, see how much sticks out above the top. This will tell
you how deep to make the recesses, so set the depth stop on the
drill press about 2mm deeper to make sure you don’t bottom out. Due
to our neck design, the guitar had to be dry fit with the neck and
rear body panels in place. Line up and drill the holes. We cleaned
up the edges of the new holes with a chisel and some 60 grit
sandpaper to ease any sharp edges; wires will be going through a couple
of these holes. Now test fit all the hardware including feeding the
wiring into the control cavity. Don’t skip this step as it is much
easier to make any adjustments to things now rather than waiting
until the finish is on.
|
 |
 |
 |
|
While the bezels are mounted, lightly pencil in the outside edges so
you will have a reference of the locations when carving the top. You
don’t want to contour the area where the bezels are resting so that
they will sit flush without any gaps (unless the bezels you bought
are designed with a contour to them). Also, double-check your neck
and string clearances. Again, it is much easier to make any
adjustments to things now rather than waiting until the finish is
on. We discovered that the neck pickup bezel sat a little high. Our
drawings located the bezel slightly below the fretboard at its
thickest part, but we forgot to take into consideration that the
fingerboard had a crown making the corners lower than the center. We
could either sand down the back of the bezel a millimeter or two, or
we could sand the top of the guitar down at this location to make
the accommodation. As you can see in the right photo above (taken
after the top was carved), we chose the latter option. A belt sander
is an aggressive tool; take it slow and easy and check your progress
often. |
 Carefully
mark the centers of the bridge posts and string ferrules on the body
template. Drill small pilot holes through the template making sure
you hit the centers dead on. Brad point bits are ideal for hitting
the marks since they have a brad on the point. Tape the template to
the front body panel and transfer the marks with an awl and a gentle
tap with a hammer.
Carefully
mark the centers of the bridge posts and string ferrules on the body
template. Drill small pilot holes through the template making sure
you hit the centers dead on. Brad point bits are ideal for hitting
the marks since they have a brad on the point. Tape the template to
the front body panel and transfer the marks with an awl and a gentle
tap with a hammer.
 Verify
the hole size for the bridge posts. Drill a test hole in a piece of
scrap of the same wood as the top. You want a tight fit without
having to force the posts in with a hammer. They should slide in
with finger pressure. Set the depth on a drill press for a hole
about 2mm deeper than what the posts measure. This will make sure
you don’t bottom out. Carefully line up the drill bit to the mark
and drill the hole.
Verify
the hole size for the bridge posts. Drill a test hole in a piece of
scrap of the same wood as the top. You want a tight fit without
having to force the posts in with a hammer. They should slide in
with finger pressure. Set the depth on a drill press for a hole
about 2mm deeper than what the posts measure. This will make sure
you don’t bottom out. Carefully line up the drill bit to the mark
and drill the hole.



 Drill
for the flange recess first. Don’t simply line up the center of the
drill bit with the hole you just drilled. The thinner drill bit used
previously may have deflected slightly when you drilled. Check the
hole locations and make any necessary adjustments to the centering.
Set the depth stop on the drill press to be a little less than what
the flange is and drill for the recess. Check the depth by flipping
the string ferrule hardware upside down and test fitting it. Adjust
the depth stop and redrill until the flange is recessed just below
the surface. Now that the depth is set, continue drilling the other
five recesses remembering to make adjustments to the hole centers.
Chuck up the bit for the body of the back string ferrule hardware
and repeat the steps to seat them properly.
Drill
for the flange recess first. Don’t simply line up the center of the
drill bit with the hole you just drilled. The thinner drill bit used
previously may have deflected slightly when you drilled. Check the
hole locations and make any necessary adjustments to the centering.
Set the depth stop on the drill press to be a little less than what
the flange is and drill for the recess. Check the depth by flipping
the string ferrule hardware upside down and test fitting it. Adjust
the depth stop and redrill until the flange is recessed just below
the surface. Now that the depth is set, continue drilling the other
five recesses remembering to make adjustments to the hole centers.
Chuck up the bit for the body of the back string ferrule hardware
and repeat the steps to seat them properly.